 l'information professionnelle des progiciels de gestion intégrés
l'information professionnelle des progiciels de gestion intégrés





Pierre Hartmann, directeur de projet et chef de produit Sylob Aéro, constate "qu'il reste encore des manques en matière de planification chez de nombreux clients". Il constate que "de nombreuses PMI sont réticentes à la notion de planification car elles estiment que les outils sont lourds et fastidieux à mettre en uvre". L'objectif de Sylob est de proposer des outils de planification simples, et celui de sons récent livre blanc de montrer qu'ils existent.
La démarche à consisté à s'appuyer sur un outil classique, la méthode Grai, qui est basée sur la modélisation d'entreprise et a pour objectif la conception ou la reconception des systèmes de production. Développée à l'université de Bordeaux, elle se focalise sur la partie décisionnelle des systèmes de production pour modéliser processus par processus et horizon par horizon.
L'idée de base de ce livre blanc est de démontrer l'intérêt de la planification sur le long terme aux PMI qui, trop souvent encore, produisent "à la petite semaine" et se contentent d'un plan de charge et d'un planning d'atelier. L'objectif de la démarche de planification est de livrer le client dans le délai imparti, à un prix satisfaisant à la fois pour le client et pour l'entreprise, d'où augmentation de la satisfaction et de la rentabilité.
Principe
Le principe de la planification, c'est celui du tamis : impossible de faire passer un gros caillou dans un petit tamis ; il faut le casser avant. En synchronisant et en coordonnant les flux de produits et les capacités des ressources, on arrive à combiner des objectifs d'anticipation de besoins prévisionnels en termes de composants et de ressources à des objectifs d'optimisation de niveaux de stock et de minimisation des encours de production.
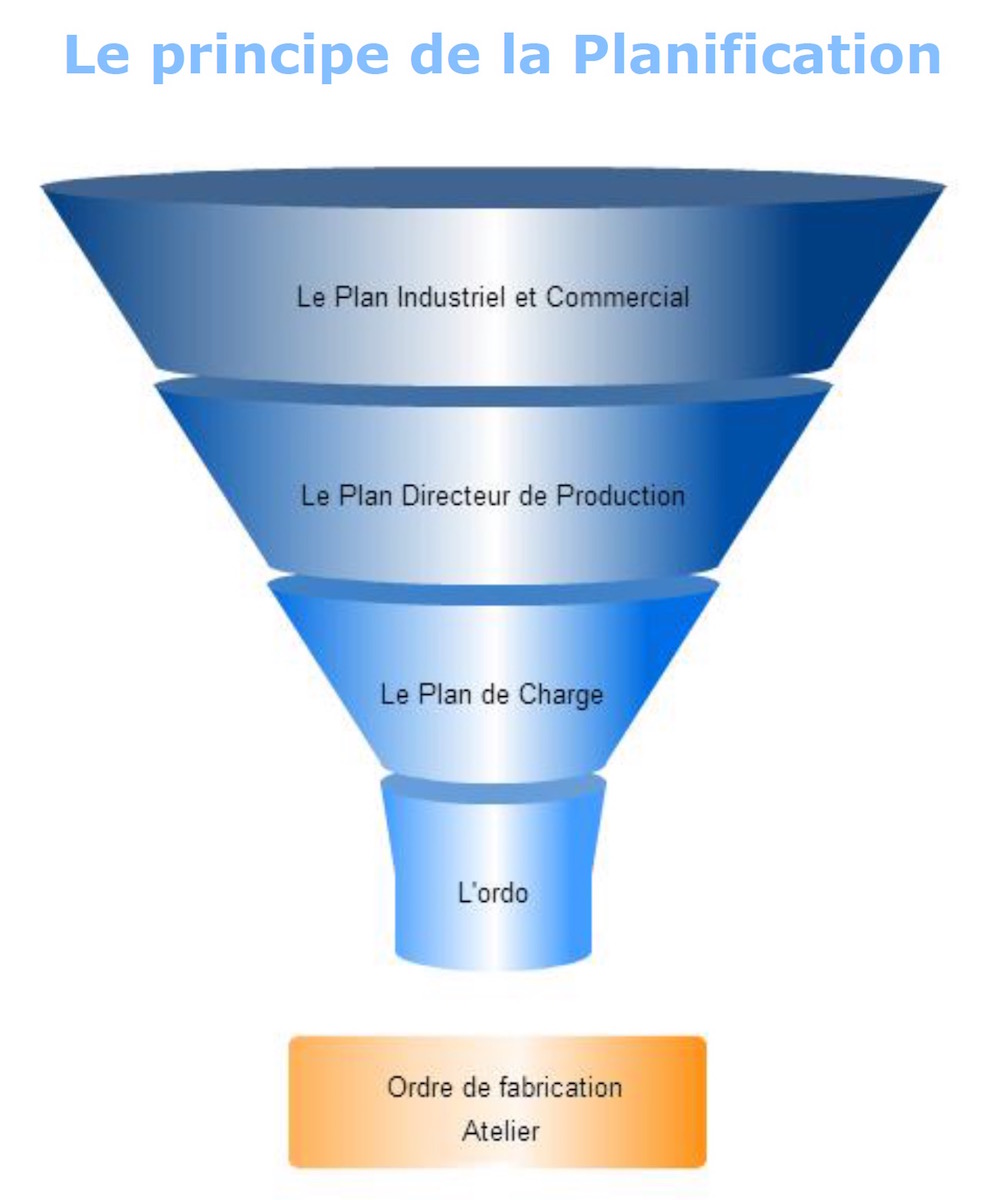
L'idée est de travailler à partir d'une vision de l'activité basée sur des données globales sur le long terme, pour les affiner ensuite sur le moyen terme et les détailler sur le court terme, tout en conservant une cohérence entre les différents niveaux de planification (cf. schéma).
Les six étapes essentielles
Elles vont du stratégique à l'opérationnel et plus on descend dans le processus, plus la planification se fait à court terme, le planning d'atelier étant le quasi-temps réel de la planification. On dénombre cinq horizons temporels différents, ceux de la phase lancement des OF (Ordres de Fabrication) et du planning d'atelier étant confondus.
En outre, le système n'est pas figé et est revu à intervalles réguliers, en fonction de l'horizon temporel de chaque phase. Le Plan Industriel et Commercial (PIC), par exemple, niveau stratégique donnant une vision à long terme, pourra être ajusté trimestriellement, par exemple. À l'autre bout de la chaîne, le planning d'atelier doit être ajusté en fonction des contraintes quotidiennes et souvent inopinées de la production.
1. Le Plan Industriel et Commercial (PIC)
Le PIC donne une vision globale de l'activité de l'entreprise à long et moyen terme. Cette notion de long terme est fonction de l'activité de l'entreprise : elle ne sera pas la même pour un sous-traitant de l'aéronautique, dont l'activité à long terme est dictée par son donneur d'ordres, que pour un fournisseur de la grande distribution, par exemple. Le PIC est le reflet de la stratégie opérationnelle de l'entreprise et lui permet d'anticiper les décisions qui permettront à chaque service de mettre en uvre les moyens nécessaires à l'atteinte des objectifs.
Il ne se fait pas nécessairement au niveau le plus fin, celui de l'article, mais peut concerner une famille ou une gamme d'articles, par exemple. Les sources d'information servant à l'établir sont de trois ordres : des données historiques (important lorsque l'activité connaît une saisonnalité, par exemple) mais aussi sur les décisions stratégiques de la direction, comme par exemple le lancement d'un nouveau produit ou au contraire la décision de mettre fin à un produit, et enfin sur le prévisionnel fourni par les commerciaux.
Une fois établi, le PIC est intégré dans le système pour établir un prévisionnel de charges et d'achats.
2. Le Plan Directeur de Production (PDP)
Il offre une vision à moyen terme ; son objectif est de rajouter des détails au PIC. On y décompose les prévisions de ventes en périodes de temps plus courtes, comme le mois. Le PDP permet d'améliorer les flux de production, les niveaux de stock et d'encours et donc le taux de service client.
Là encore, il en sort un prévisionnel de charges et d'achats, mais à un niveau plus fin ; en outre, ce ne sont plus les managers mais les gens de la production qui le gèrent.
 Pierre Hartmann, directeur de projet et chef de produit Sylob Aéro
Pierre Hartmann, directeur de projet et chef de produit Sylob Aéro3. Le plan de charge
Son objectif est de fournir un ensemble de tâches à réaliser, en cohérence avec les ressources de l'atelier. Son horizon temporel est bien souvent la semaine. Le plan de charge permet notamment de détecter des inégalités de charges entre les semaines et donc de niveler ces inégalités en cohérence avec les ressources disponibles ou, au pire, d'anticiper des retards de livraison. Il est toujours préférable de négocier un report de délai plutôt que d'annoncer un retard au client la veille de la livraison.
Enfin, le plan de charge permet d'éviter que l'atelier n'ait à gérer que des tâches urgentes.
4. L'ordonnancement
"De ma propre expérience, la partie ordonnancement n'est mise en uvre que dans une entreprise sur dix. La plupart des PME industrielles s'arrêtent au plan de charge", constate Pierre Hartmann. Cet outil de planification fine, ou planification à capacité finie, n'est en effet pas nécessaire dans tous les cas de figure.
Mais lorsqu'existe un goulot d'étranglement, par exemple, l'ordonnancement devient fort utile : il permet de lisser les charges en ordonnançant les OF les uns après les autres en fonction des capacités et des règles de priorisation définies. La planification de ce centre de charge goulot d'étranglement est déterminante pour fluidifier tout le reste de l'atelier.
5. Le lancement des OF
Le livre blanc distingue cette étape uniquement pour bien faire la différence entre les phases antérieures, de planification pure, et les phases de production effective : en envoyant l'OF dans l'atelier on passe de la théorie à la pratique.
6. Le planning d'atelier
Le planning d'atelier, issu de l'ordonnancement ou du plan de charge, est destiné au responsable d'atelier ou d'îlot afin d'organiser le travail, mais peut aussi être mis directement à disposition des opérateurs afin de remplacer un planning papier. Il permet de dématérialiser les plannings et a un double objectif de visualisation des opérations à réaliser et de suivi de leur avancement.
Souvent, cette étape est la première à être mise en uvre dans les entreprises, alors qu'elle n'arrive qu'en toute fin de planification. " C'est le temps réel de la planification", commente Pierre Hartmann.
Sylob se fait fort de permettre à ses clients de mettre en uvre cette planification aux niveaux qu'ils souhaitent et de manière simple. "Techniquement, notre outil s'adapte au besoin de l'entreprise : souvent, les celles-ci veulent avoir une vision sur le long terme puis au mois (plan de charge) et sautent le PDP. C'est de la planification à la carte", conclut Pierre Hartmann.
Benoît Herr


